パフインクを購入させていただきました。配合はインク2、発泡剤8の割合がベストで3度刷り(2スポット乾燥)がベストでしょうか。(インク3、発泡剤7も試しました)
同条件で実施しましたが、思ったほど膨らみを感じませんでした。インク3、発泡剤7の方が膨らみを感じました。膨らみが見られなかったのは、本乾燥の温度も関係ありますか?
160~170度(30秒)をキープしていましたが、一時期高く(190度)なっていました。
また、インクと発泡剤の配合はインクの色によって変わりますか?今回は白インクのみでしか試していません。カラーインクの場合、配合がことなればアドバイスを聞きたいです。
パフインク(PU-ink)のご質問についてお答えします。
パフインクの配合割合について
インクの配合割合は、 汎用、マットタイプインク 20~30%:発泡インク〜80%(最大)です。
割合は80%を超えなければ問題はありませんので、お好みに合わせて調合していただけます。
パフインクの割合が多いほど、膨らみが大きくなります。
また、カラーによる配合割合の違いはありません。
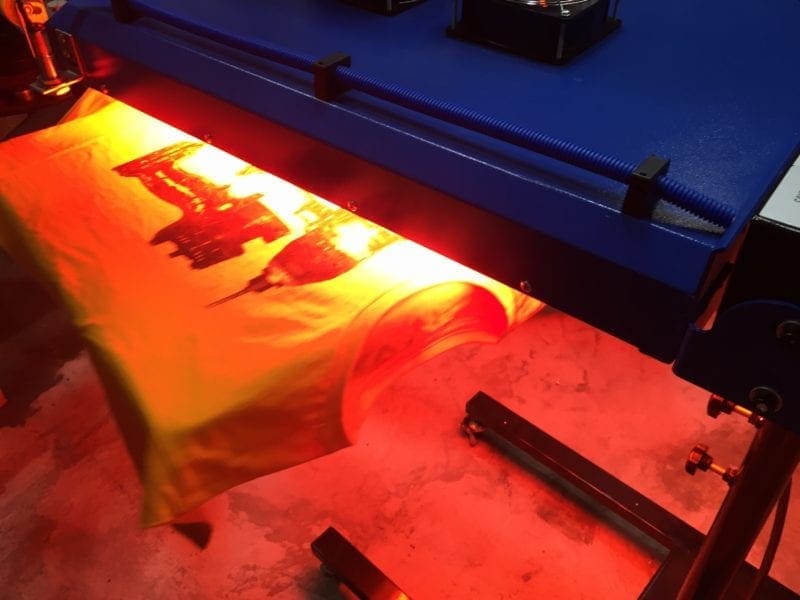
熱処理の温度について
膨らみが弱いのは熱処理が原因の可能性が考えられます。また、温度と合わせて時間が大事です。
プラスティゾルインクの硬化温度・時間は下記の通りとなっています。
インクの硬化のマニュアル
SO、SM、FF、SU、PU、SH、SF、TOP、DG、SWシリーズインク:160度 50秒〜60秒
CKシリーズインク:160度 60秒以上(印刷物の厚さに比例して熱処理時間の調整)
MC、PP、FL、UVCシリーズインク:160度 60秒〜70秒
Socksシリーズインク:160度 70秒〜80秒
HDCシリーズインク:160度 60秒〜90秒
VLシリーズインク:170度 1分30秒
上記の温度は、トンネルドライヤーやフラッシュドライヤーの設定温度ではなくインク表面の温度です。
中までしっかり乾燥させるには、熱処理中はこまめにインク表面の温度を計ることをおすすめします。
また、熱処理時に190度の状態では、膨らみがしぼんでしまったり、インクが焦げる可能性もありますのでご注意ください。


プリント中の乾燥(中間乾燥)の注意
プリント中の中間乾燥は、半乾燥で行います。
<2回印刷する場合>
1回目印刷→(半乾燥)→2回目印刷→<完全乾燥>
下記手順をご参照ください。
[post-content id=60309]最後の完全乾燥時の注意
パフインクが膨らまない原因の一つに、最後の仕上げ時の熱処理の方法が考えられます。
Tシャツをプリントしたままのプラテンから外さずに熱処理をすると膨らみ辛くなります。
最後はプラテンから外した状態で熱処理を行なってください。
<スポットドライヤーでの熱処理のポイント>
▶︎ 【Q&A】ロータリー(回転式)印刷機使用時のスポットドライヤー(フラッシュドライヤー)での熱処理、ブルーモデル(プラテンセンサー付)がおすすめな理由は?
パフインクプリントの生地裏側(PU-ink・SU-inkのみ)
パフインクのプリント後の生地(Tシャツ)の裏側はこのようになっています。
膨らみに合わせて生地が引っ張られて凹凸ができます。
プラテンに生地がぴったりとくっついていると、生地が動かず膨らみ辛い原因になります。
そのため、外して熱処理することが重要になります。



{kind=link}