
剥離テストは、プリント後、約2週間ほど置いたトートバッグ(ナイロン)で検証しました。UR ボンド (UR-BOND)の混合率は指示通りの5%~7%で、計測して混合しています。プリント後は、プレス機で166度ー約30秒で加熱しました。
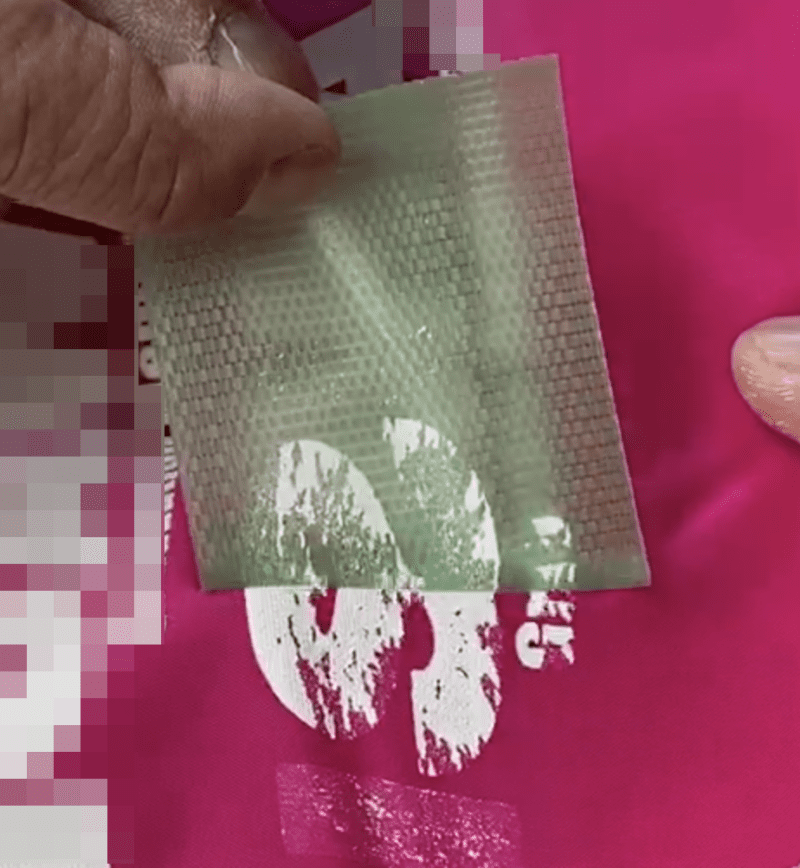
動画を確認していただければお分かりになると思いますが、養生テープをプリント部分に貼り付け、密着させた後にテープをめくると剥がれます。数回行えば表面上のインクはきれいに取れてしまいます。
何か、対策があればお聞きしたいと思います
テープでインクが落ちるということは、インク自体の硬化ができておらず、熱処理不足が原因かと思います。
プレス機は、片面のみに熱が加わるので、インクの内部まで熱が伝達するには時間がかかります。プレス機でプラスチゾルを熱処理することは不可能ではないと思いますが、お客様で適切な時間と温度をお探しいただく必要があります。プラスチゾルは、水性インクと違い(自然乾燥しないため)熱処理が完璧ではないと、後で問題が生じます。
(プラスチゾルはプレス機よりは、周囲温度を変化させるフラッシュドライヤーやヒーターガンなどが向いているかと思います。)
- インクの厚さにより熱処理時間が異なります。(インクや生地が厚いほど時間を長くする。)
- 何度も熱処理を繰り返す必要がある場合もあります。(前面、背面など)
- UR-bondとインクをよりよく混ぜてください。
https://premiumt.jp/plastisol-drying/
上記のページをご参照していただき、プラスチゾル インクの硬化のメカニズムをご一読いただければ幸いです。



{kind=link}