プラスティゾル コットン、ナイロン、ポリエステル フラッシュドライヤー 熱処理テスト
コットン、 ポリエステル、コットン+ポリエステルなど インク プラスティゾルインク コットン、コットン+ポリエステルなどの熱処理方法 コットンの熱処理方法 堅牢度テスト 確実な方法は洗濯確認(3〜5回)を行ってください。…
コットン、 ポリエステル、コットン+ポリエステルなど インク プラスティゾルインク コットン、コットン+ポリエステルなどの熱処理方法 コットンの熱処理方法 堅牢度テスト 確実な方法は洗濯確認(3〜5回)を行ってください。…

必ず堅牢度のテストを行なってください。 洗濯後ひび割れや粉のように落ちましたら熱処理が足りないということなので、温度または時間を調節してテストを行なってください。 熱処理については下記のページを参考にしてください。
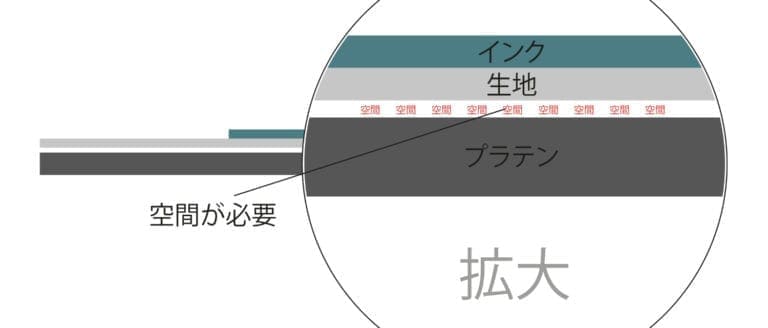
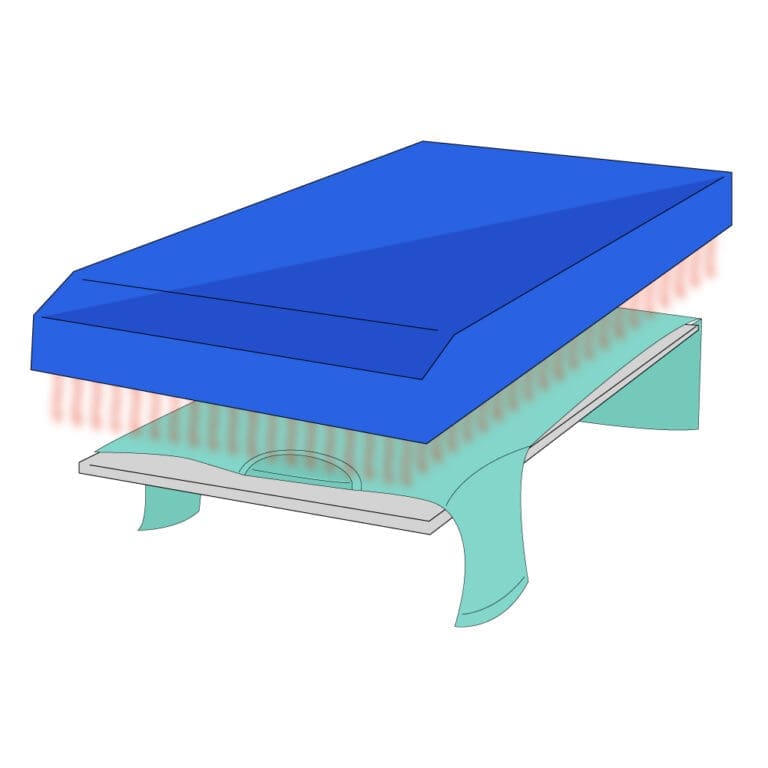
シルクスクリーン プラスティゾル・プラスチゾル印刷プロセスの中熱処理 特に熱を加える方法のみ集中的に説明します。 上からインク(グリーン)、生地(ライトグレー)、プラテン(暗いグレー)だと仮定します。 スプレーのりを利用…