プラスティゾル インクの 熱処理 のやり方(熱をかける方法)<シルクスクリーン>
シルクスクリーン プラスティゾル・プラスチゾル印刷プロセスの中
熱処理 特に熱を加える方法のみ集中的に説明します。
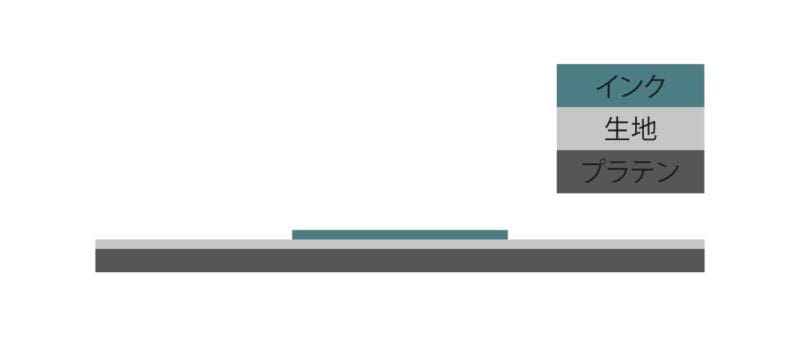
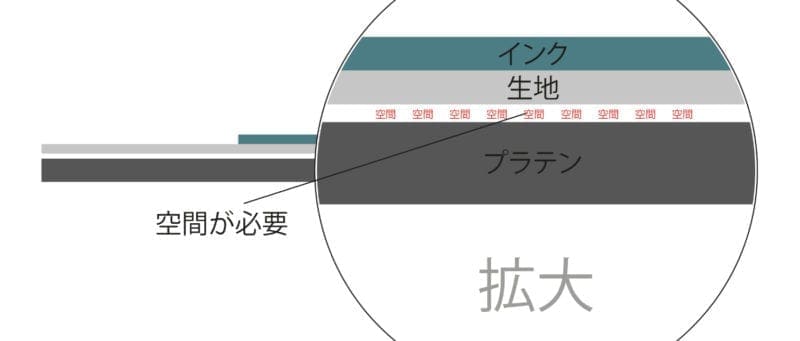
上からインク(グリーン)、生地(ライトグレー)、プラテン(暗いグレー)だと仮定します。
スプレーのりを利用して、生地をプラテンに固定
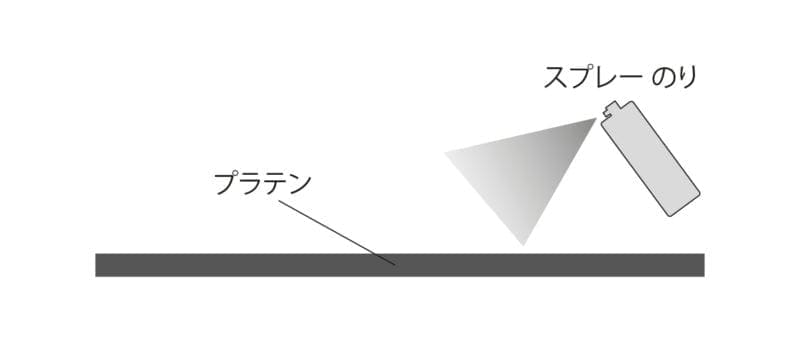
Tシャツの場合はスプレーのり(55)を軽くかけます。
パーカー、スウェットなどは量を増やすか、スプレーのり(77)をご利用ください。
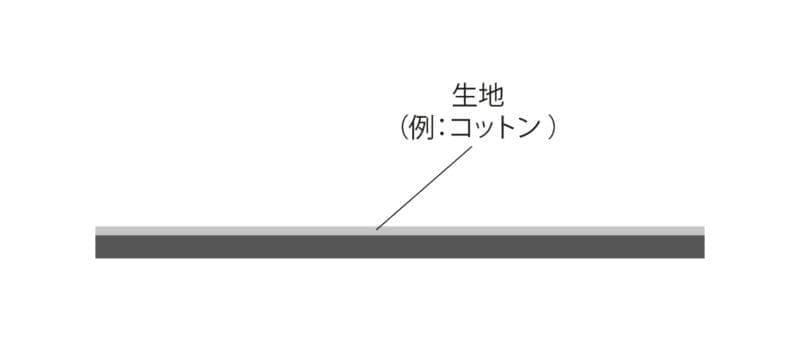
Tシャツ(生地)をプラテンに乗せます。
今回は普通のコットンのTシャツを使用していると仮定します。
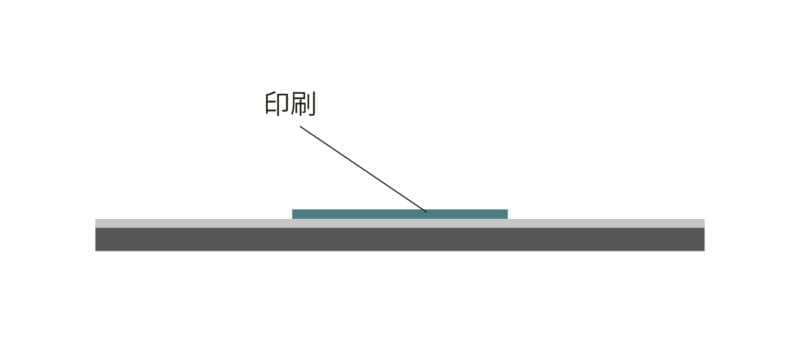
プラスティゾルで印刷します。
印刷したイメージだと思って下さい。
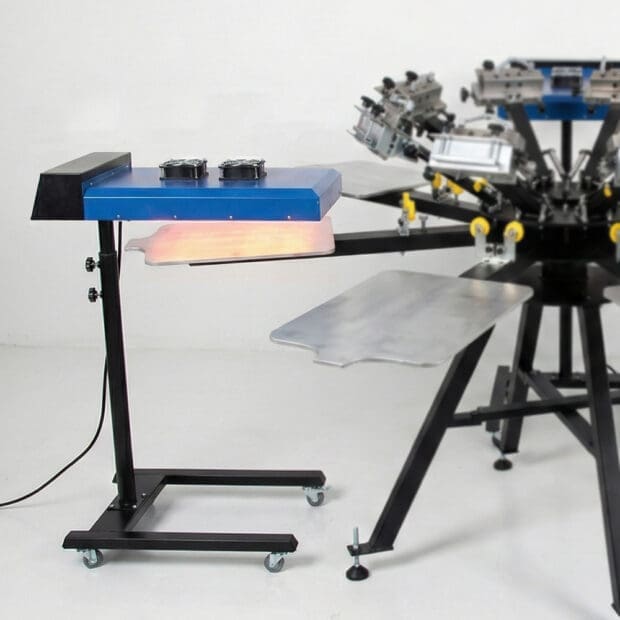
フラッシュドライヤーでの熱処理
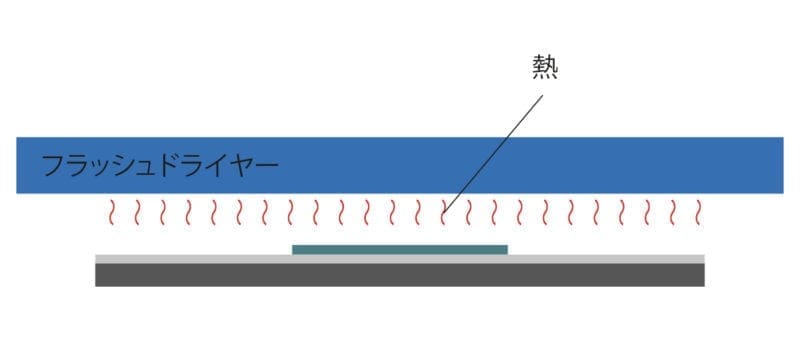
ヒーターガンで熱処理する場合は青いフラッシュドライヤではなくヒーターガンだと思って下さい。
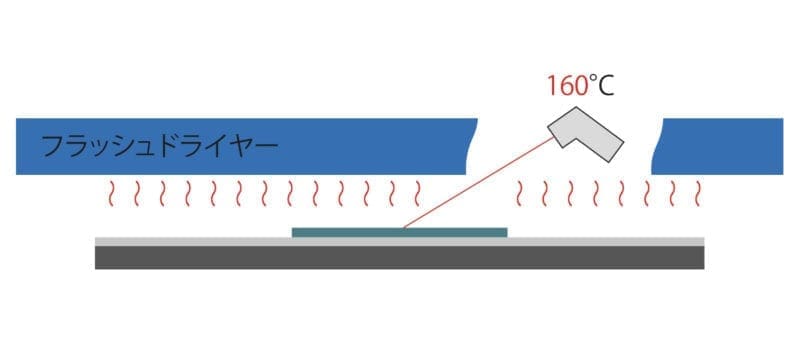
レーザー温度計を利用して、印刷表面温度が160°Cかを確認します。
(ヒーターガンでは温度チェックが難しい。)
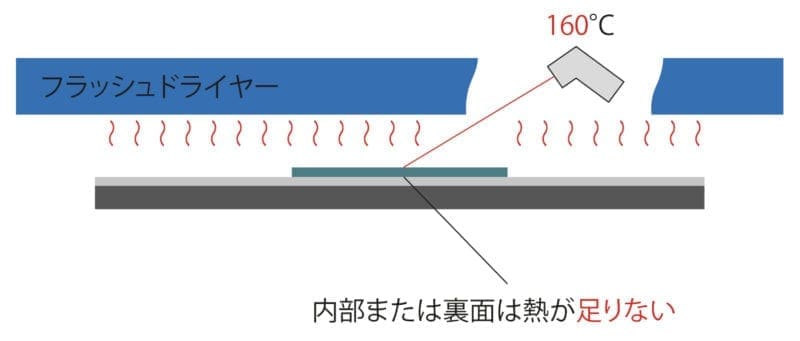
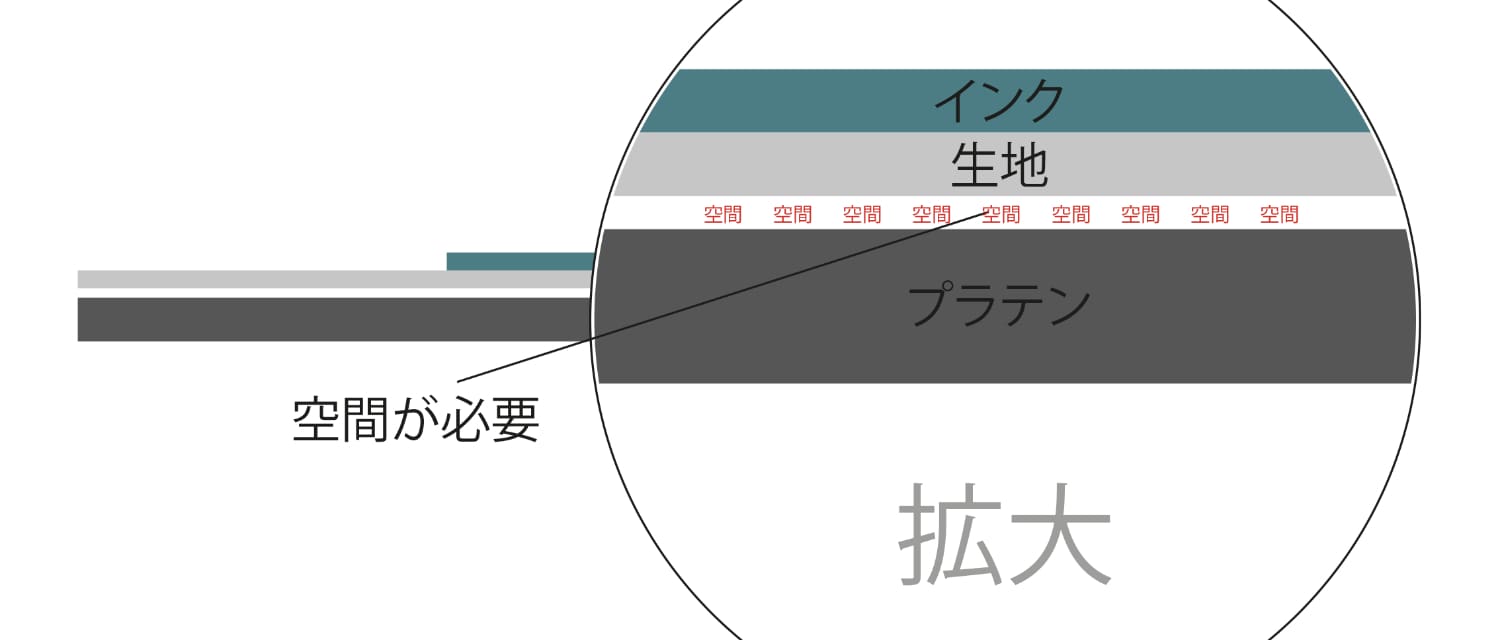
ただし、上記のイメージのようにインクの中や裏の部分までは熱が届かない可能性も考えられます。
生地とプラテンがタイトに密着しすぎているため、熱処理時間を増やさないと熱が届かないです。
ただ下記の場合はこのままでも問題ない
- 多色印刷する場合。
- 厚膜印刷
- 完全硬化乾燥機としてトンネルドライヤーを持ってる場合(流れ作業に良い)
- その他
指触乾燥(中間乾燥・半乾燥)する場合はこのままで問題ないです。
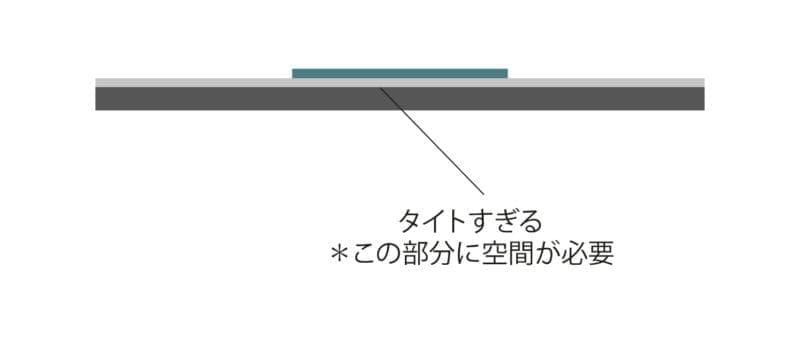
プラスティゾルインクを完全に硬化するには空間が必要
インクを最終的に完全に硬化(完全硬化乾燥)するには生地とプラテンの間に空間が必要です。
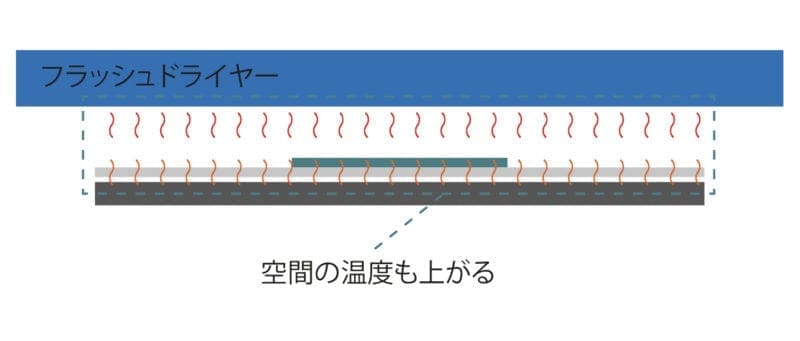
要は上記の動画の様に、(40秒部分をご確認ください)Tシャツをプラテンから出して、そのまま上に載せます。
プラテンと生地の間に微妙な隙間生まれ、インクの内部温度も上がります。
熱処理 時間を短縮する方法・ポイント
プラスティゾル 乾燥速度上昇剤・柔軟剤(添加剤)500g、1kgをご利用ください。熱処理時間を短縮することができます。
アルミなどのプラテンをお持ちの方は、
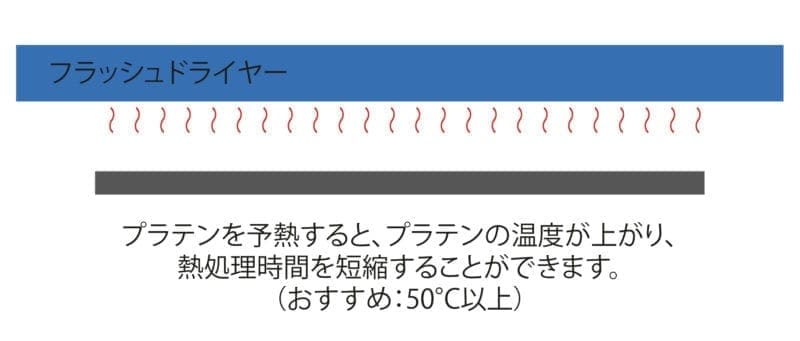
熱処理の前にプラテンを予熱して下さい。
温度は約50°C以上をお勧めします。
これだけの予熱で、熱処理時間を短縮することができます。
下記の内容もご確認ください。
関連商品
-

 シルクスクリーンロータリー印刷機用 アルミプラテン(パレット)プラテンのみ
シルクスクリーンロータリー印刷機用 アルミプラテン(パレット)プラテンのみ
価格帯: ¥14,580 – ¥18,180
割引: -

 Tシャツ コンベア(印刷 乾燥機)トンネルドライヤー
Tシャツ コンベア(印刷 乾燥機)トンネルドライヤー
価格帯: ¥289,000 – ¥559,000
割引: -

 ガンタイプのデジタル温度計・シマ計測器
ガンタイプのデジタル温度計・シマ計測器
¥4,980
割引: -
 スポットドライヤー(フラッシュドライヤー)インク 熱処理 乾燥機
スポットドライヤー(フラッシュドライヤー)インク 熱処理 乾燥機
価格帯: ¥82,000 – ¥145,000
割引: -

 プラテン用マスキングテープ(パレット汚れ防止テープ)
プラテン用マスキングテープ(パレット汚れ防止テープ)
¥19,800
割引: -
 販売中の商品プラテンのブラケット(パレット接続部品)・ロータリー用¥2,736 – ¥4,200
販売中の商品プラテンのブラケット(パレット接続部品)・ロータリー用¥2,736 – ¥4,200
割引: -

 4カラーフレームホルダー【プラテン付】・ミニ回転印刷機
4カラーフレームホルダー【プラテン付】・ミニ回転印刷機
価格帯: ¥12,900 – ¥89,800
割引: -
 ヒーティングガン800~1000w・高温・高風速タイプ・ヒートガン
ヒーティングガン800~1000w・高温・高風速タイプ・ヒートガン
¥11,280
割引:
その他の熱処理方法について
温度計は必ず必要ですか?
フラッシュドライヤーを使用するには、温度測定器(赤外線温度計ガンなど)があると安心です。
温度計、ロータリ印刷機やアルミのプラテンがない場合はどうすればいいですか?
温度測定器がない場合は、以下の内容は応急処置程度として考えてください。
作業者の個人的な経験や環境により異なるため、自分の環境に合わせて改善して進めてください。
フラッシュドライヤーは弊社の
・220vのオレンジモデル
・110vの黒のモデル
プリント物はTシャツを前提として説明します。
フラッシュドライヤーの基本設定
基本的に印刷後の完全硬化乾燥(最終熱処理)時は、上で既に説明した通りTシャツをプラテンから分離し、プラテンの上に軽く乗せます。*
これを基準に完全硬化乾燥を行います。
*つまり、プリント物がプラテンに密着してはいけません。
この際、フラッシュドライヤーをウォームアップをした後、
温度はMAXに設定し、高さ約5cmで10~20秒間を2〜3回熱処理します。
フラッシュドライヤーの端の部分の5cm程度は温度が低下するので、
プリントのサイズが大きい場合は、注意しながら熱処理を行う必要があります。
温度測定器がない場合
プリントから煙が出る*場合は、5〜10秒後で熱処理を中止します。
この煙が出る時点は、160度を大幅に超える温度です。
*あまりにも過ぎると、インクが焦げるという意味にもなります。
5〜10秒の間を置いて熱処理を2〜3回繰り返します。
しかし、プリントとプラテンが密着していると、ほとんど煙は出ません。
例:United Athle 5001 Tシャツを数十枚印刷することを説明いたします。
作業者の環境によって熱処理時間は一般化することはできません。最も良い方法は温度計を使用することです。
印刷工法

- 2回ストローク印刷後、指触乾燥(中間乾燥)させます。
- 再度2回ストローク印刷後に完全硬化乾燥(最終熱処理)を行います。
- 熱が完全に冷めた後、生地のストレッチがある両方向に強く引っ張ります。
- この時、印刷物が裂ける場合は熱処理が不足していると考えられます。
- 特に印刷の端部分を確認してください。
- どんなに引っ張っても裂ける感じがしない場合、完全硬化乾燥(最終熱処理)が完了です。
- この時の熱処理時間を基準に、繰り返し作業時に完全硬化乾燥を行ってください。
ご注意
これはストレッチのある生地のみに適用可能な確認方法であり、あくまで目安としてこの方法をご利用ください。
厚手のパーカやトートバッグなどでは、この方法での確認は難しいです。
熱処理は必ず温度計を使用して確認してください。
温度測定器がある場合
温度計ガンを使用して印刷表面の温度*を確認します。
*この時、端の温度は低くなるので注意してください。
温度計で約170度になったときに熱処理を停止し、5〜10秒の間を置いて熱処理を2〜3回繰り返します。


ヒートガンで乾燥したいんですけど
160度以上でも(例えば200度とか)でも大丈夫ですか?それとも160度の温度でしか硬化しないでしょうか?
結果的に問題はないと思いますが、過度の高温ではインクが溶けたり焼けたりします。
その場合、望ましくない光沢が出ます。
*プラスチックが高温で溶けることを想像すると理解しやすいかと思います。
適切な温度がインク固有の質感と光沢を表現します。
ナイロン素材のコーチジャケットにプリントして
160度で何回か施工したのですが、素材が変形してしまいます。
良い熱処理の仕方などありましたらお願いします。
熱処理情報が不足しているためアドバイスが難しいです。
詳しく説明してください。
プラスティゾルで印刷する方法は、基本的にプラスティゾルに「URボンド」添加してご利用ください。
URボンドを入れると、通常よりも熱処理に反応する温度が下がります。(150度前後)
https://premiumt.jp/plastisol-ur-bond
ナイロンの場合熱に弱いので、
フラッシュドライヤーと生地の距離を広げて、短時間を何度も熱処理することがポイントです。
堅牢度テスト(洗濯など)を行い、ご自身の印刷環境に適した適切なタイミングを見つけてください。
他の方法の一番良い方法は水性ベースの「強撥水の生地用バインダー+フィクサーV」をご利用ください。
熱処理が必要ないので簡単です。
https://premiumt.jp/swr-n
お手数おかけします。
熱処理はフラッシュドライヤー(オレンジ)で距離は衣類から5cm程あけて160度でしていました!
参考に距離と温度調整してチャレンジしてみます。
対応ありがとうございます。
ナイロン生地をプラテンにスプレーのりで密着させた状態で十分に中間乾燥を行ってください。
その後最終熱処理を行なってください。
ラテンに密着している状態では、生地が熱によって収縮する現象が少し遅れます。
しかし、周辺部が熱によって変形する可能性があるので、よく確認してください。
ナイロン生地の製品に、プラスティゾルインクでプリントする場合、乾燥はヒートガンでも可能でしょうか?
お問い合わせありがとうございました。
不可能ではありませんが、商品化するためでしたら、リスク(堅牢度)が伴います。
ヒートガン乾燥はかなりの努力が必要になります。