水性プリント、油性プリントどっちがいいの?!
*厳密に言うとPVC系のインクです。(使い方法が方々油性インクと似てるので油性の認識でご使用には問題ないと思います。) プラスティゾルインクプリントの特徴 ①インクが乾燥しないため、作業効率が上がる。②自然乾燥しないため…

*厳密に言うとPVC系のインクです。(使い方法が方々油性インクと似てるので油性の認識でご使用には問題ないと思います。) プラスティゾルインクプリントの特徴 ①インクが乾燥しないため、作業効率が上がる。②自然乾燥しないため…
プラスティゾル で 粘度 のせいで パリパリ になってしまう時の 解決法 上記の1、2場合、すぐ効果が出ますので、1から一つずつお試しください。 インクの「ベース」と「0080 粘度低下剤」の違い base 本来のインク…
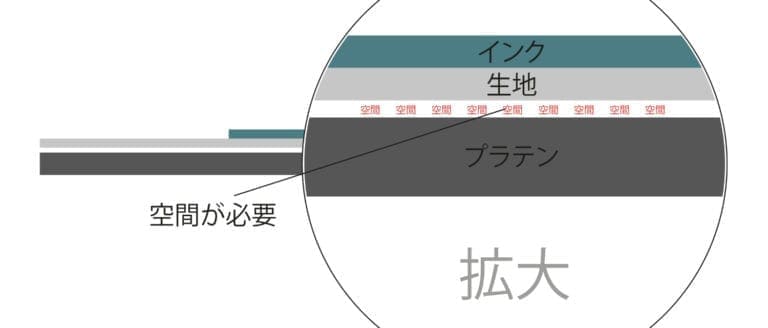
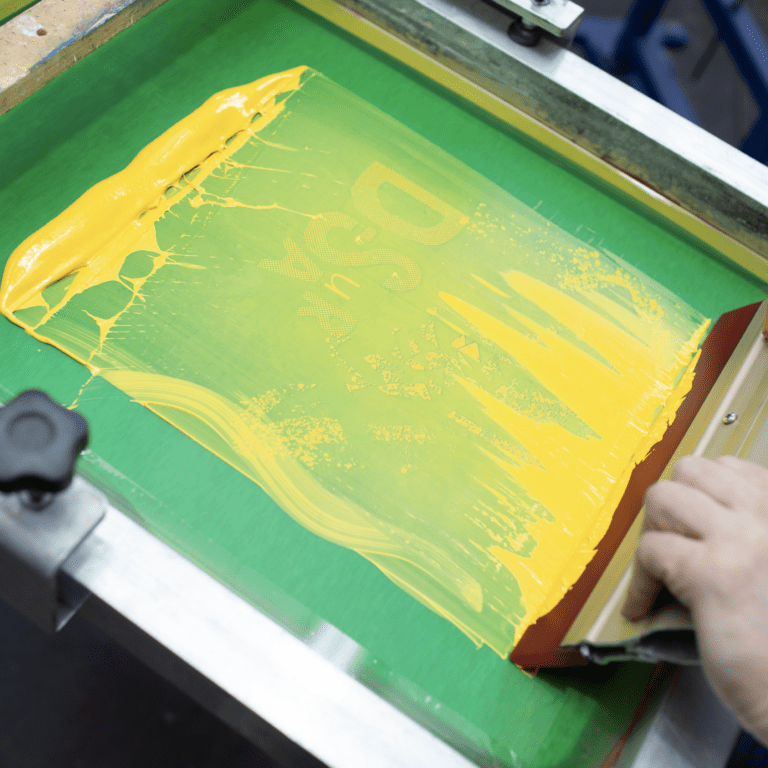
シルクスクリーン プラスティゾル・プラスチゾル印刷プロセスの中熱処理 特に熱を加える方法のみ集中的に説明します。 上からインク(グリーン)、生地(ライトグレー)、プラテン(暗いグレー)だと仮定します。 スプレーのりを利用…